Введение
Основными опасными и вредными факторами литейного производства являются выделения теплоты, пыли, токсических газов, аэрозолей, движущиеся машины и механизмы, подвижные части производственного оборудования.
При плавке чугуна в воздух рабочей зоны выделяются оксид железа, диоксид кремния, диоксид серы и т.д. Плавильные агрегаты, залитые формы в процессе остывания являются активными источниками выделения окиси углерода.
Для поддержания допустимого значения вредных веществ в воздухе рабочей зоны необходима как общеобменная, так и местная вентиляция, которая должна быть достаточно эффективна. Разработка всех этих и других мероприятий входит в круг задач выпускной квалификационной работы.
В данной выпускной квалификационной работе поставлена задача: проанализировать опасные и вредные производственные факторы на участке плавки и заливки, выявить причины их возникновения и разработать мероприятия по устранению вредных производственных факторов или уменьшению их влияния на здоровье человека.
Анализ опасных и вредных факторов на производственном участке
1 Анализ производственного помещения, технологического процесса и оборудования
Помещение литейного цеха имеет длину 96 м, ширину 45 м и высоту 10 м. Окна располагаются на северной и южной стороне на высоте 2 метра от пола, высотой 3 метра и шириной 6 метров.
План литейного цеха представлен на рисунке 1.2.
В литейном цехе находится:
- землеприготовительный участок;
- формовочный участок;
- участок плавки и заливки;
- участок приготовления стержней;
- обрубочный участок;
- участок складирования изделий.
Техпроцесс получения отливки корпус ДN 150 из серого чугуна СЧ-15.
Отливка детали предназначена для выравнивания и поддержания температуры по всему объему (например используют для регулировки температуры в сушильных камерах).
Отливка «корпус» является технологической операцией.
Она имеет простой разъем и для получения внутренней поверхности необходим один стержень простой конфигурации.
Так как выпуск этих отливок исчисляется тысячами, то наиболее целесообразно формовку производить в разовую песчано – глинистую форму на формовочных машинах с последующей сборкой форм на литейном конвейере. Стержни получают на пескострельных машинах по горячей оснастке, что позволяет полностью обеспечить их потребность для производства отливок. Стержни транспортируют контейнерами при помощи крана на литейный конвейер, где и производится их простановка.
Формовочная смесь готовится в бегунах модели 114 коткового типа и состоит из 80 % отгоревшей земли 20 % песка и 8-10 % глинистой составляющей. Из землеприготовительного отделения смесь подается по системе ленточных транспортеров в бункеры над формовочными машинами.
Сборка форм производится при двигающемся конвейере и после их пригрузки грузоукладчиком производится их заливка.
Плавка металла производится в индукционных печах тигельного типа с кислой футеровкой (98 % SiO2). Тип печи ИЧТ 6 – индукционные тигельные, объемом 6 т.
После расплавления чугуна и доводки его до определенного химического состава и температуры металл наливают в раздаточный ковш барабанного типа вместимостью 1,2 т. Раздаточный ковш краном подается на кантователь, где металл разливают в разливочные ковши вместимостью 70 кг. Разливочные ковши по монорельсу транспортируются на заливочную площадку, двигающуюся синхронно с литейным конвейером, где и производится заливка форм.
После остывания форм в укрытии литейного конвейера производится выбивка отливок на выбивной решетке, где горелая земля и отливки отделяются друг от друга. Горелая земля транспортируется системой лент конвейеров и элеватором бункера горелой земли над бегунами.
Отливки транспортируются в обрубное отделение, где в галтовочных барабанах производится их очистка от пригара. Заточка остатков литниково- питающей системы производится на заточных станках. После обрубки литьё поступает на склад готовой продукции.
Рисунок 1.1 – Корпус затвора DN 150
Рисунок 1.2 – План литейного цеха.
В литейном цехе произведен анализ опасных и вредных факторов на участке плавки и заливки.
Расчеты производятся около печи ИЧТ 6, рабочее место плавильщик металла.
Рисунок 1.3 – План участка плавки и заливки
Современная печь рассматриваемого типа представляет собой своеобразный электрический трансформатор, первичная обмотка которого, называемая индуктором; короткозамкнутой вторичной обмоткой является нагреваемая и плавящаяся шихта. Вода, охлаждающая индуктор, отводит теплоту, которая возникает в нем в результате потерь от проходящего по нему тока, а также теплоту, передаваемую индуктору от нагреваемого металла. Печи этого типа являются наиболее универсальным металлургическим агрегатом, чем печи с сердечником [6].
Сверху индукционные печи накрыты крышками. На пульте управления печами установлены кнопки для дистанционного управления работой механизма подъема и поворота крышки печи.
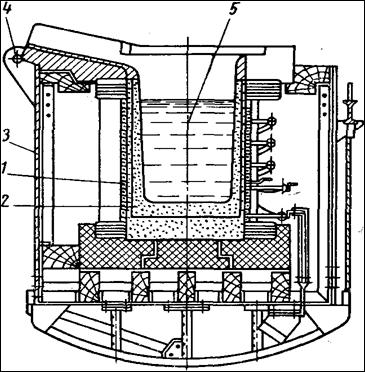
1 – индуктор; 2 – тигель; 3 – каркас; 4 – поворотная ось; 5 – плавящийся металл.
Рисунок 1.4 – Схема индукционной печи.
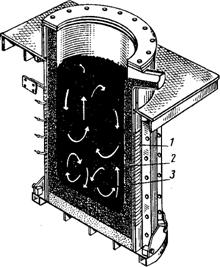
1 – индуктор; 2 – тигель; 3 – металл.
Рисунок 1.5 – Конструкция индукционной печи (стрелками указано направление перемещения металла).
Таблица 1.1 - Основные технические данные печи ИЧТ 6
|
Наименование параметра |
Единицы измерения |
Показатель |
|
1 Емкость печи |
т |
6 |
|
2 Промышленная частота |
Гц |
50 |
|
3 Рабочая температура (плавления) |
° С |
1500 |
|
4 Напряжение питающей сети |
В |
380 |
|
5 Размер тигля |
мм |
Высота 1800 Диаметр 1000 |
|
6 Габаритные размеры |
мм |
Высота 3000 Диаметр 2000 |
2 АНАЛИЗ ОПАСНЫХ И ВРЕДНЫХ ФАКТОРОВ НА УЧАСТКЕ ПЛАВКИ И ЗАЛИВКИ
Настоящая оценка условий труда проводится на основании руководства Р 2.2.755 – 2005 «Гигиенические критерии оценки и классификация условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса».
Концентрация вредных веществ, содержащихся в воздухе на участке плавки и заливки, и ее ПДК указаны в таблице 1.2.