4 - сепаратор; 5 - гидрофильтр 6 - ванна;7 -решетка; 8 - поворотный стоя; 9 - насос
Электростатическое распыление происходит одновременно с приданием аэрозольным частицам отрицательного заряда, вследствие чего они притягиваются и осаждаются на положительно заряженное изделие. Этот метод хорош для отделки изделий сложной формы, решетчатых конструкций, например стульев.
Производительность его высокая, потери ЛКМ минимальные. При использовании стационарных установок процесс почти полностью автоматизирован. Санитарно-гигиенические условия труда хорошие.
К недостаткам данного способа относится ограниченный ассортимент применяемых ЛКМ, не всегда равномерное их нанесение на все поверх-ности отделываемого изделия, сложность и высокая стоимость аппаратуры и обслуживания.
Распыление ЛКМ при электроокраске возможно пневматическим, гидравлическим, центробежным и электростатическим способами. Последний способ осуществляется в постоянном электрическом поле высокого напряжения (50 -140 кВ), а изделие при этом заземляют. При электроокраске происходят следующие электрофизические процессы: зарядка ЛКМ, его распыление, образование факела, движение капель жидкости к изделию, осаждение их на изделии. Принципиальная схема электроокрасочной установки с высоковольтным выпрямителем показана на рис. 3.
. 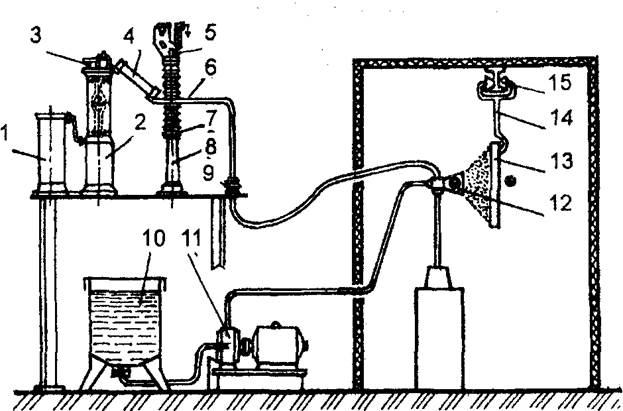
Рис. 3.
Схема установки с высоковольтным выпрямителем для отделки изделий в электростатическом поле высокого напряжения; 1 - высоковольтный трансформатор; 2 -трансформатор накаливания кенотрона; 3 - кенотрон; 4 - ограничительное сопротивление;5 - автоматический разрядник; 6 — шинопровод; 7, 9 -- изоляторы; 8 -стойка авторазрядника;
10 - бак с лакокрасочным материалом; 11 - доза тор; 12- распылитель; 13 - изделие, 14 - подвеска; 15 - цепной конвейер
Метод нанесения ЛКМ в электрическом поле позволяет уменьшить расход материалов до 50 % по сравнению е пневматическим распылением.
Установки для отделки в электрическом поле могут эксплуатироваться в соответствии с действующими правилами и нормами эксплуатации высоковольтных электротехнических установок и правилами безопасных условий труда и пожарной безопасности. Двери и проемы камеры распыления должны иметь автоблокировку, которая снимает высокое напряжение при входе человека в камеру. Все металлические части установки, находящиеся под напряжением, должны быть заземлены. Перед подачей высокого напряжения и включением конвейера должны подаваться звуковой и световой сигналы. Вытяжная вентиляция должна быть сблокирована с высоковольтным выпрямителем так, чтобы без ее включения нельзя было подать высокое напряжение на распылители.
К обслуживанию установки должны допускаться только лица, которые прошли инструктаж по технике безопасности, пожарной безопасности и охране труда.
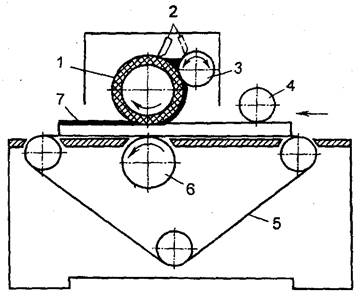 Нанесение выполняют за один или несколько проходов в зависимости от требуемой толщины покрытия, с одной или с двух сторон. ЛКМ наносится на поверхность с помощью вращающегося вальца. Материал попадает на наносящий валец из ванны с помощью питательного и дозирующего вальцов или из промежутка между дозирующим и наносящим вальцами. Принципиальная схема работы вальцового станка показана на рис. 4 и 5.
Нанесение выполняют за один или несколько проходов в зависимости от требуемой толщины покрытия, с одной или с двух сторон. ЛКМ наносится на поверхность с помощью вращающегося вальца. Материал попадает на наносящий валец из ванны с помощью питательного и дозирующего вальцов или из промежутка между дозирующим и наносящим вальцами. Принципиальная схема работы вальцового станка показана на рис. 4 и 5.
Рис. 4.
Схема вальцового лаконаносящего станка:
1 - лаконаносящий валец; 2 -ракель; 3 - дозирующий валец; 4 - прижимной ролик; 5 - ленточный конвейер;
6 - приводной валец; 7 - слой лакокрасочного материала на поверхности отделываемой детали
По конструкции станки бывают разными. Вальцовым методом можно наносить красители, грунтовки, шпатлевки, лаки, печатные рисунки. Для крашения щитов применяют станки марок КЩ, КЩ-9, для нанесения грунтовок, шпатлевок и лаков — отечественные станки МЛН1.03, ВЩ9-1, ОД-58, ШПЩ-9, а также импортные.
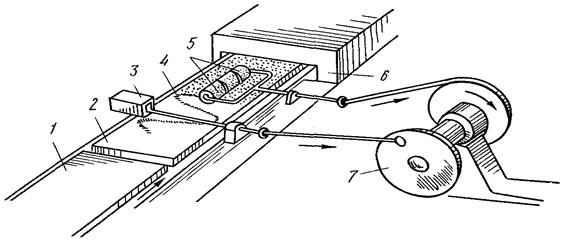
Рис.5. Принцип работы машины для окраски полотен методом наката:
1-транспортер;2 полотно; 3 — бачок с краской; 4--струя краски; 5 — валики; 6 — конвекционная сушильная камера; 7-возвратно-поступательный механизм
Преимуществами вальцового метода являются высокая производительность, незначительные потери материала, возможность нанесения материалов различной вязкости, очень тонких слоев, а также легкая встраиваемость станков в автоматические линии.
Плоский налив получил широкое распространение, так как он обеспечивает высокую производительность. За одну операцию можно нанести большое количество материала при сравнительно высокой вязкости, т. е. с малым расходом растворителей. Метод налива имеет небольшие потери ЛКМ, правда, он не обеспечивает нанесение малых расходов лака за один проход (менее 90 г/м2), а при встраивании лаконаливных машин в линии требуется применение специальных систем для разгона и торможения деталей, поскольку скорость в машине выше, чем в линии.
Сущность нанесения ЛКМ методом налива состоит в том, что уложенные на движущийся конвейер плоские детали проходят через завесу жидкого материала, который вытекает из наливной головки. Завеса отделочного материала может быть образована различными способами, в зависимости от схемы головок лаконаливных машин (рис. 6).
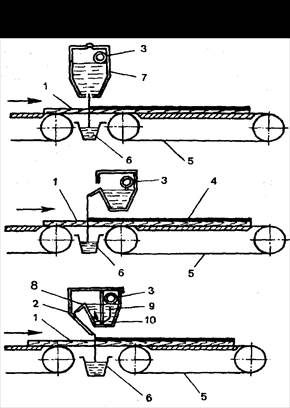
Рис. 6.
Схема образования завес отделочного материала: а - вытекание из донной щели; б - переливание через сливную плотину; в — переливание со сливной плотины со стенанием с экрана; 1 - деталь; 2 - экран; 3 - лакоподающая труба; 4 - покрытие; 5 - конвейер; 6 - лоток; 1 - корпус головки; 8 - сливная плотина; 9 - перегородка; 10 -фильтр
Краткая техническая характеристика наливной машины ЛМН-1М
Вязкость лакокрасочных материалов по ВЗ-4, с . 25—130
Расход лаков, смеси на 1 м2 лакируемой поверхности, г/м2 ………… 30—600
Скорость подачи деталей, м/мин . 10—170
Длина сливной кромки головки, мм . 1400
Диапазон регулирования подъема головок от уровня стола,
мм 30—270
Расстояние между головками, мм 375
Емкость сливного бака, л . 50
Суммарная мощность электродвигателей, кВт 3,37
Агент подогрева лаковой смеси . Горячая вода
Габаритные размеры машины, мм . 4000x2200x1350
Масса машины, кг 1700
Новая машина обеспечивает лучшее качество покрытия, дает возможность получать тонкие покрытия, снабжена двумя наливочными головками. Для отделки кромок разработана типовая конструкция наливной машины ЛМК-1.
Брусковые детали можно отделывать на наливных машинах КВ-50-02 и КВ-50-13 (два зеркальных исполнения одной модели), выпускаемых Рыбинским ЗДС.
Краткая техническая характеристика наливной машины КВ-50-02
Размеры отделываемых деталей, мм (450—3000) х (10—150)х (10—150)
Скорость подачи деталей, м/мин 30—120
Длина сливной кромки головки, мм 350
Расстояние от сливной кромки головки до