При подборе цвета и тона окраски поверхности готовят растворы исходных красителей, при необходимости их смешивают и ведут пробное крашение образцов. Для приготовления красящих растворов необходимо использовать мягкую воду (с добавлением в нее 0,1 -0,5 %-ной кальцинированной соды) или кипяченую. Краситель растворяют в горячей воде, фильтруют через два слоя марли и охлаждают до комнатной температуры.
Растворы протрав готовят перемешиванием солей металлов в мягкой чистой воде с последующим фильтрованием и разбавлением водой до необходимой концентрации. Растворы протрав готовят 0,5 - 5 %-ными в зависимости от желаемого тона.
Грунтовочные составы наносят вручную кистью или тампоном, пневматическим распылением, вальцовыми станками, обливом, окунанием. Вручную, т. е. кистью и тампоном, составы наносят при ремонте мебели и индивидуальном или мелкосерийном ее производстве. Пневмораспыление используют при отделке деталей и изделий решетчатой формы, изделий в собранном виде и с фасонными поверхностями. При отделке щитовых деталей грунтовку наносят лаконаливными машинами типа ЛМ-3, ЛМ-140 или вальцовыми станками типа МЛН 1.03б ВЩ-9, ВЩ-14 с дозирующими устройствами (рис.4) при скорости подачи до 30 м/мин. Наиболее производительный и экономичный метод - вальцовый.
После грунтования поверхности сушат и шлифуют для снятия поднявшегося ворса. Для шлифования используют ленточно-шлифовальные, вибрационные и щеточные станки.
Подготовка поверхностей под непрозрачные покрытия включает грунтование и шпатлевание — сплошное и местное.
Грунтование проводят пигментированными глифталевыми (ГФ-032, ГФ-020 и др.), масляными, нитроцеллюлозными и другими грунтовками. Их наносят вручную тампонами, пневмораспылением, обливом, вальцами, в электрическом поле токов высокого напряжения, струйным обливом, окунанием.
Шпатлевание различают местное (густой шпатлевкой) и сплошное (шпатлевкой жидкой консистенции). Его можно осуществлять вручную шпателем, пневматическим распылением (обычно фасонных и криволинейных поверхностей), обливом и вальцеванием. При использовании вальцеракельных станков достигаются высокие качество шпатлевания и производительность, минимальный расход шпатлевки. После сушки зашпатлеванные поверхности шлифуют.
Сущность пневматического распыления состоит в том, что в результате дробления жидкости струей сжатого воздуха ЛКМ переходит в состояние аэрозоля, аэрозольные частицы движутся в направлении воздушной среды и на отделываемой поверхности сливаются в сплошной слой. Распыление материала происходит в форсунке, которая является основной частью распылителей (рис.1). Скорость воздушной струи на выходе из форсунки должна составлять 300 - 450 м/с, давление воздуха в зависимости от конструкции лакораспылителя 0,25 - 0,55 МПа. Оптимальное значение вязкости ЛКМ - 25 - 35 с по ВЗ-4, размер аэрозольных частиц при этом составляет 6 - 80 мкм. Различают форсунки с воздушным и материальным соплом.
Методом распыления ЛКМ чаще всего наносят вручную, используя краскораспылители марок КРП-З, КР-20, КР-20, ЗИЛ, С-765 и др. Процесс выполняют в распылительных кабинах, которые должны обеспечивать полную очистку загрязненного воздуха от лакокрасочной пыли, максимальное удаление образующихся паров и аэрозоля из зоны окраски, пожаробезопасность.
Краскораспылитель, краско- и воздухоподводящие шланги перед началом работы необходимо тщательно осмотреть и проверить их исправность. Затем производят настройку краскораспылителя, т. е. устанавливают форму факела в зависимости от площади окрашиваемой поверхности, регулируют подачу воздуха и краски.
Во время перерывов в работе переднюю часть краскораспылителя необходимо держать в растворителе. При смене краски или лака, а также после окончании работы краскораспылитель необходимо промыть растворителем.
Отделку деталей методом распыления выполняют в распылительных кабинах. Кабины служат также для сбора и отсоса летучих элементов, которые образуются в виде тумана.
По способу подачи изделий распылительные кабины бывают тупиковые и проходные. В тупиковых изделия подают и выгружают через один и тот же проем, а в проходных - изделия подают в один проем, а выгружают из другого.
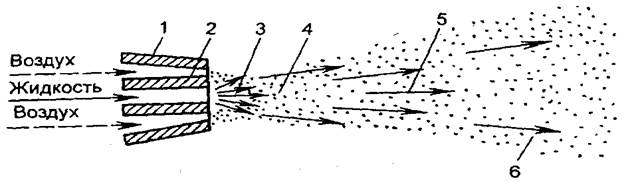
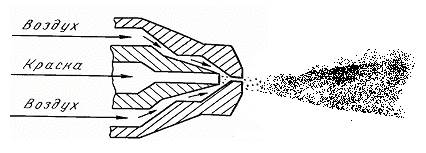
Рис. 1.
Схема пневматического распыления жидкости форсункой с кольцевым соплом для воздуха: 1 - кольцо для сжатого воздуха; 2 -материальное сопло; 3 -зона разрежения; 4 - зона избыточного давления; 5 - зона распыления; 6 - зона образования тумана
На рис. 2 показана распылительная камера для отделки изделий средних размеров - тумбочек, стульев и т. п. Во время работы воздух с лакокрасочным туманом проходит сначала через краскоуловительную решетку, а затем через камеру с гидрофильтром из двух водяных завес, где очищается от лакокрасочной пыли и частично от растворителей. Далее воздух проходит через сепаратор, который состоит из набора металлических пластин. Здесь он освобождается от избытка влаги, которая стекает в ванну, а затем поступает в систему вытяжной вентиляции и выбрасывается в атмосферу. В ванну стекает и вода, вытекающая из форсунок гидрофильтра. После отстоя вода вновь поступает в гидрофильтр.
Распыление подогретых лаков имеет ряд преимуществ по сравнению с распылением холодных лаков: улучшается растекание лаков с большей вязкостью, уменьшается образование потеков на вертикальных поверхностях, т. е. лаки можно наносить более толстым слоем, а это дает возможность экономить растворители и увеличивать производительность труда.
Для подогрева лакокрасочных материалов существуют установки УГО-2МВ, УГО-4М и др. Они обеспечивают температуру ЛКМ на выходе из распылителя 70 - 75 °С и температуру воздуха на выходе из установки 80 °С.
К недостаткам отделки методом распыления относятся большие потери ЛКМ (до 40 %), загрязнение воздуха, необходимость использования специальных кабин. Избежать ряда недостатков данного метода позволяет способ безвоздушного распыления. Он основан на распылении ЛКМ путем применения высокого давления в лакоподающей системе установки. ЛКМ подается к краскораспылителю под высоким давлением. При выходе из сопла развивается большая скорость струи лака, превышающая критическую скорость движения при данной вязкости, что и приводит к распылению лака. Такой метод позволяет наносить ЛКМ повышенной вязкости с получением более качественных покрытий. Существуют холодный и горячий способы безвоздушного распыления. При холодном давление достигает 24 МПа, а при горячем - 4,5 - 7,0 МПа, но лак нагревается в последнем случае до 70-100°С.
Метод безвоздушного распыления пригоден практически для всех марок лаков, за исключением содержащих ускорители высыхания и имеющих небольшую жизнеспособность.
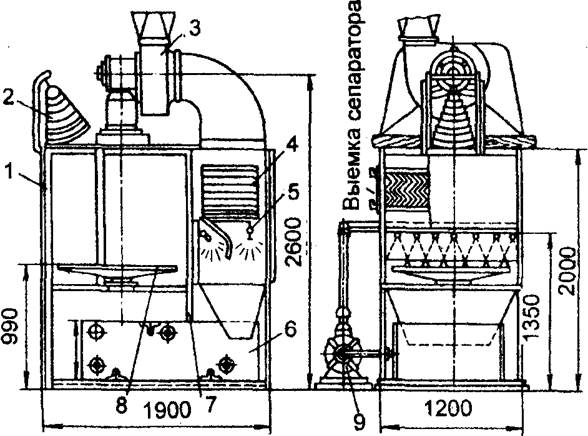
Рис.2.
Распылительная камера для отделки изделий средних размеров: 1 - каркас; 2 - светильник; 3 - вентилятор;