Устройство токарно-винторезного станка
Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются в основном в условиях единичного и мелкосерийного производства.
Конструктивная компоновка станков этого типа практически одинакова. Станок имеет следующие основные узлы (см. рис. 1):
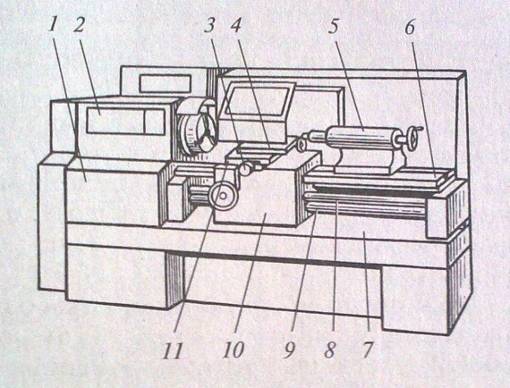
Рис.1
Ø станину (7), на которой монтируют все механизмы станка
Ø переднюю (шпиндельную) бабку (2), в которой размещают коробку скоростей, шпиндель и другие элементы
Ø коробку подач (1), передающую движение от шпинделя к суппорту (11) с необходимым передаточным числом с помощью ходового винта (8) при нарезании резьбы или ходового вала (9) при обработке других поверхностей
Ø фартук (10), в котором вращение винта (8) или вала (9) преобразуется в поступательное движение суппорта (11) с инструментом
Ø заднюю бабку (5), в пиноли которой может быть установлен центр для поддержки обрабатываемой заготовки или осевой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в заготовке, закрепленной в патроне
Ø суппорт (11) служит для закрепления режущего инструмента в резцовой каретке и сообщения ему движения подачи. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим (6) станка. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки (3), на которых расположена резцовая каретка (4) с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.[1]
Название и характеристика рабочего места
Классификация рабочего места
Классификация рабочего места осуществляется:
Ø по типу производства – единичное и мелкосерийное
Ø по количеству работающих – индивидуальное, т. е. производственное задание и должностная инструкция устанавливаются каждому работнику отдельно
Ø по степени специализации – универсальное, т. е. рабочие места приспособлены для выполнения широкого круга работ, они организуются преимущественно на единичных производствах и оснащаются универсальным оборудованием
Ø по числу обслуживаемых станков – одностаночное
Ø по расположению – стационарное, т. е. неподвижное, строго фиксированное
Ø по степени механизации – механизированное (на машинном рабочем месте основная работа выполняется машиной, а управление ею и вспомогательная работа осуществляется рабочим)
Ø по основной рабочей позе исполнителя трудового процесса – стоя.[2]
Характеристика основного технологического оборудования
Табл.1
|
Тип станка |
Токарно – винторезный |
|
Марка станка |
16К20 |
|
1. наибольший диаметр обрабатываемой детали | |
|
над станиной |
400 |
|
над суппортом |
220 |
|
2. расстояние между центрами (мм) |
1400 |
|
3. наибольшее перемещение суппорта (мм) | |
|
Продольное | |
|
поперечное | |
|
4. габаритные размеры (мм) | |
|
Длинна |
3760 |
|
ширина |
1200 |
|
Высота |
1600 |
|
5. операции выполняемые на станке |
Точение цилиндрических внешних поверхностей; подрезание торцовых поверхностей; точение конических поверхностей; обработка фасонных поверхностей; нарезание резьбы; обработка внутренних поверхностей[3] |
Оснащение рабочего места
Инструмент (основной технологический, вспомогательный и измерительный)
Данные об инструментах представлены в табл.2. Приведенные инструменты обеспечивают все технологические операции, указанные в табл.1.
Табл.2
|
Наименование инструмента |
ГОСТ |
Количество в работе (шт.) |
Количество в запасе (шт.) |
Всего (шт.) | |
|
1) режущий инструмент | |||||
|
резец расточной проходной для обработки сквозных поверхностей |
18882 – 73 | ||||
|
резец резьбовой для наружной резьбы |
МН 1623 – 54 | ||||
|
Резец резьбовой для внутренней резьбы |
МН 624 – 64 | ||||
|
Сверла с цилиндрическим хвостовиком |
4010 – 64 |
набор |
набор | ||
|
Сверла с коническим хвостовиком |
10903 – 64 |
набор |
набор | ||
|
2) измерительный инструмент | |||||
|
штангенциркуль |
116 – 63 |
1 |
1 | ||
|
3) вспомогательный инструмент | |||||
|
Втулки переходные |
3789 – 68 |
4 |
4 | ||