Образующуюся при сверлении, резке материала заготовок печатных плат пыль необходимо удалять с помощью промышленных пылесосов.
Сверление отверстий, подлежащихметаллизации, является одной из важных операций в производстве печатных плат, так как от ее выполнения зависит качествометаллизации и точность совмещения проводящих рисунков схемы.
Сверлением создается микрошироховатость поверхности, которая обуславливает хорошие условия для абсорбирования металитических частиц палладия и соответственно последующее качественное меднение. Диаметр сверла, с помощью которого производится сверление, должен выбираться с учетом толщины слоя металлизации и допуска на сверление.
При выборе сверла необходимо учитывать, что диаметры сверл различаются между собой на величину, кратную 0,1, то есть образуют ряд 0,9; 0,8; 0,7 и так далее. В некоторых отраслевых стандартах рекомендуется диаметр сверла увеличивать на 0,10 – 0,15 мм по отношению к диаметру металлизированного отверстия.
Шероховатость стенок отверстий не должна превышать 40 мкм. Заполировка, поджог и засаливание поверхности не допускаются. Сверление необходимо производить цилиндрическими спиральными сверлами, изготовленными из твердого сплава. Твердый сплав состоит из смеси карбидов вольфрама (90 – 94 %) и карбидов кобальта (5%). Сверла из углеродистой или легированных сталей совершенно не пригодны, так как затупляются после сверления нескольких отверстий.
Совершенствование сверлильного оборудования для печатных плат ведется в следующих направлениях: увеличения числа шпинделей; повышения скорости их подачи и частоты вращения; упрощения методов фиксации плат на столе и их совмещение; автоматизации смены сверла; уменьшения шага перемещения; увеличение скорости привода; создание систем, предотвращающих сверление отверстий по незапрограммированной координате с повторным сверлением по прежней координате; перехода на непосредственное управление станка от ЭВМ.
Перед сверлением отверстий необходимо подготовить заготовки и оборудование к работе. Для этого нужно промыть заготовки в растворе очистителя в течение 1-2 мин при температуре 22±20 С, промыть заготовки в холодной проточной воде в течение 1-2 мин при температуре 20±20 С, промыть заготовки в 10% растворе аммиака в течение 1-2 мин при температуре 20±20 С, снова промыть заготовки в холодной проточной воде в течение 2-3 мин при температуре 18±20 С, подготовить станок КД-10 к работе согласно инструкции по эксплуатации, затем обезжирить сверло в спирто-бензиновой смеси, собрать пакет из трех плат и фотошаблона, далее сверлить отверстия согласно чертежу. После сверления необходимо удалить стружку и пыль с платы и продуть отверстия сжатым воздухом. После этого следует проверить количество отверстий и их диаметры, проверить качество сверления. При сверлении не должно образовываться сколов, трещин. Стружку и пыль следует удалять сжатым воздухом.
Производственная безопасность
Вертикально-сверлильный станок
Вертикально-сверлильный станок предназначен для сверления, рассверливания, зенкерования и развертывания отверстий в различных деталях, а также для подрезки торцов (цекования) и нарезания резьбы машинными и гаечными метчиками в условиях индивидуального и серийного производства. На станке обрабатываются детали сравнительно небольших размеров и веса.
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощность привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и отводе метчика. В конструкции вертикально-сверлильного станка предусмотрено автоматическое включение движения подачи после быстрого повода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
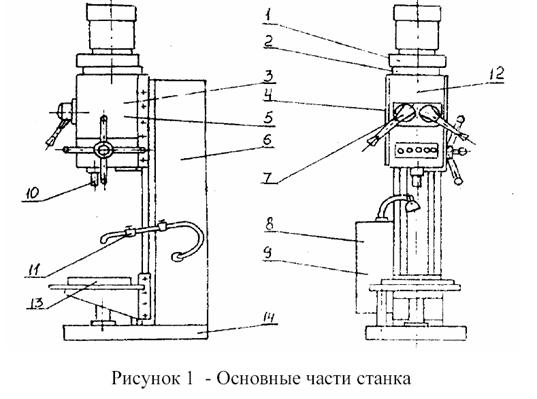
На рисунке 1 представлен вертикально-сверлильный станок.
Он состоит из следующих частей: 1- привод; 2- коробка скоростей; 3- плунжерный масляный насос; 4- плунжерный масляный насос; 5- коробка подач; 6- колонна; 7- механизм управления скоростями и подачами; 8- электрошкаф; электрооборудование; 10- шпиндель; 11- система охлаждения; 12- сверлильная головка; 13- стол; 14- основание.
Устройство и работа отдельных механизмов станка
Механизм подачи является составной частью сверлильной головки, которая включает в себя все основные узлы станка: коробку скоростей, коробку подач, шпиндель, механизм подачи, механизм переключения скоростей и подач.
Механизм подачи (рис.2) состоит из червячной передачи, реечной передачи, рукояток управления и ряда муфт включения.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подачи (механическая подача шпинделя);
- ручного опережения подачи;
- выключения рабочей подачи ручного отвода шпинделя вверх;
- ручной подачи, используемой при нарезании резьбы.
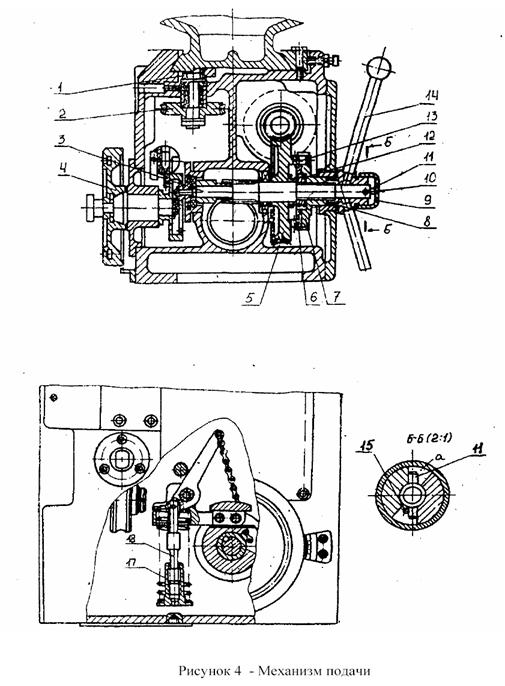
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 на себя поворачивается кулачковая муфта 8, которая через обойму- полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерни 3 возникает крутящий момент, который не может быть передан зубцам кулачковой муфты 8, и обойма- полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни на 20 град., этот угол ограничен пазом в детали 8 штифтом 10. На обойме-полумуфте 7 сидит двусторонний храповый диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5, в результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя.
Быстрый ручной подвод инструмента к заготовке обеспечивается дальнейшим поворотом штурвала 14 при включенной подаче. В этом случае собачки 13 проскакивают по зубьям внутренней стороны диска 6, опережая механическую подачу, т.е. происходит ручное опережение механической подачи.
Выключение механической подачи в любой момент осуществляется поворотом штурвала 14 на себя на 20 град., при этом зубья муфты 8 станут напротив впадины обоймы-полумуфты 7, последняя под действием осевой силы и пружины 12 сместиться вправо, расцепляя зубья храпового диска 6 с зубьями червячного колеса 5, вследствие чего механическая подача шпинделя прекратиться.